
陶瓷焊補(bǔ)技術(shù)在玻璃窯爐維修中的應(yīng)用 | 技術(shù)前沿
2023-09-20 17:37:58 點(diǎn)擊:
一、陶瓷焊補(bǔ)技術(shù)概述
焊接技術(shù)如電焊、氣焊、工程塑料焊等都是利用電能或熱能將焊料和被焊工件熔化在一起的技術(shù)。陶瓷焊補(bǔ)技術(shù)和電焊、氣焊一樣也是一種焊接技術(shù),不過是一種特殊的焊技術(shù),它是使用粉狀耐火材料和粉狀金屬可燃物的混合物作為焊料,以氧氣為載體通過焊槍將焊料輸送到修補(bǔ)區(qū)域,在窯爐內(nèi)待修補(bǔ)區(qū)域的熾熱氣氛下金屬和氧氣之間發(fā)生劇烈氧化放熱反應(yīng),將焊料熔融產(chǎn)生一種陶瓷類黏合體沉積到基底耐火材料的修補(bǔ)區(qū),直至達(dá)到所需的厚度。它是一種修補(bǔ)工業(yè)窯爐中耐火材料的方法。由于該技術(shù)是利用金屬和氧氣之間發(fā)生氧化的放熱反應(yīng),所以與一般意義上的碳?xì)浠衔锶紵臋C(jī)理是不相同的。它是以金屬粉末作可燃物,氧氣作助燃劑,待修補(bǔ)區(qū)域的高溫使金屬粉末燃燒,發(fā)生熱反應(yīng)。另外,為了防止可燃物在焊槍內(nèi)爆燃,還加入了少量的氮?dú)狻?/div>

二、焊補(bǔ)料成分
玻璃窯爐是由多種耐火材料組成的,如硅磚、AZS磚、鎂磚、剛玉磚、耐火黏土磚等。按照焊接機(jī)理,焊料成分應(yīng)該與母材成分相同或相近,所以在選擇玻璃窯爐焊補(bǔ)料時(shí),應(yīng)選擇與玻璃窯爐焊補(bǔ)部位耐火材料基質(zhì)成分相同或相近的焊補(bǔ)材料?,F(xiàn)在有些陶瓷焊補(bǔ)技術(shù)工程公司已經(jīng)開發(fā)出可以適用于焊補(bǔ)硅磚、AZS磚、鎂磚、剛玉磚的硅質(zhì)、鋯質(zhì)、鎂質(zhì)、高鋁質(zhì)的焊補(bǔ)料。下面以硅質(zhì)焊補(bǔ)料為例,對(duì)焊料成分進(jìn)行分析。硅質(zhì)焊補(bǔ)料也是一種不定型耐火噴補(bǔ)材料,由一定顆粒級(jí)配后的致密耐火骨料、結(jié)合劑組成。其中骨料是以含有鱗石英和方石英為主要成分的高純度SiO2:作為主要原料,其含量占焊補(bǔ)料總量的85%以上,另外,焊補(bǔ)料中還含有下列成分:6%的Al2O3,2%的Fe2O3,1%-2.5%的CaO,0.1%的Na2O,0.4%-1%的K2O。添加的結(jié)合劑采用常見的硅酸鹽、磷酸鹽、聚磷酸鹽等無機(jī)鹽,固體金屬粉末(如鋁)的含量在2%-4%之間。該焊補(bǔ)料的特點(diǎn)是組織致密、抗震性能強(qiáng)。金屬粉末和氧氣發(fā)生劇烈氧化反應(yīng)后放出的熱量(溫度達(dá)到2000℃以上)使其迅速熔化。與硅磚(母材)牢固地黏接在一起,形成體積穩(wěn)定的整體致密結(jié)構(gòu),并且不會(huì)由于SiO2晶型轉(zhuǎn)化產(chǎn)生脹裂而損壞修補(bǔ)結(jié)構(gòu)。
三、陶瓷焊補(bǔ)設(shè)備的組成和技術(shù)優(yōu)點(diǎn)
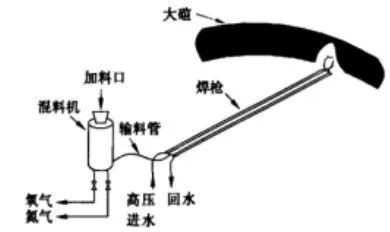
焊補(bǔ)設(shè)備主要由焊槍、混料機(jī)、操作控制盤、冷卻水加壓泵、高壓橡膠管組成。輔助設(shè)備有:均料機(jī)、耐材切割鋸、小型液壓站、冷卻設(shè)備等。工作條件要求:0.4MPa以上的純氧,0.02MPa的氮?dú)猓?MPa的水壓。焊補(bǔ)工作示意圖見圖1。
圖1 陶瓷焊補(bǔ)裝置示意圖
使用陶瓷焊補(bǔ)技術(shù)有以下優(yōu)點(diǎn):①采用特制的噴槍,可達(dá)到傳統(tǒng)熱修根本不能達(dá)到的部位,如窯爐內(nèi)部碹角等。②維修時(shí)對(duì)生產(chǎn)影響很小,有時(shí)可以忽略。③維修人員的勞動(dòng)強(qiáng)度和危險(xiǎn)性大大降低。④可以在窯爐薄弱部位剛剛出現(xiàn)問題時(shí)就采取陶瓷焊補(bǔ)來修,消除隱患。
四、焊補(bǔ)操作及工藝參數(shù)的控制
陶瓷焊補(bǔ)技術(shù)是近幾年在國(guó)內(nèi)興起的一種在熱態(tài)下不停產(chǎn)修補(bǔ)窯爐的維修方法,在國(guó)外早已得到廣泛應(yīng)用。國(guó)外的工程在進(jìn)行作業(yè)時(shí)摸索出了一套成熟的操作方法和工藝,在實(shí)際施工時(shí)由有經(jīng)驗(yàn)的工程技術(shù)人員操作,對(duì)操作的工藝參數(shù)的控制尤為,人員也有明確的分工,各司其職。根據(jù)焊補(bǔ)部位和焊料成分的不同,混料機(jī)以一定的速度給料,以保證焊縫質(zhì)量,在此過程中氧氣既作為助燃劑,又作為輸送焊料的載體。壓力和流量是否穩(wěn)定,將直接影響焊接質(zhì)量和效率,若壓力太高,焊補(bǔ)料流速太快,不易完全熔化,就會(huì)在焊補(bǔ)區(qū)域形成結(jié)渣和氣孔,與母材的結(jié)合強(qiáng)度不夠,焊補(bǔ)質(zhì)量差;若壓力太低,焊補(bǔ)料流速太慢,盡管焊補(bǔ)區(qū)域的質(zhì)量有保證但效率較低。在維修硅質(zhì)大碹時(shí),一般純氧壓力穩(wěn)定在0.4MPa,氮?dú)鈮毫Ψ€(wěn)定在0.02MPa。在此狀態(tài)下焊接速度能達(dá)到30-50Kg/h。當(dāng)然。根據(jù)焊補(bǔ)部位和焊補(bǔ)料成分不同,該工藝參數(shù)可以隨時(shí)進(jìn)行調(diào)整。
五、焊補(bǔ)效果
2002年7月,河南某電子玻璃公司1#、2#窯爐碹頂部位出現(xiàn)或大或小的熔洞(又叫鼠洞),嚴(yán)重影響池爐。采用國(guó)外某公司的陶瓷焊補(bǔ)技術(shù)進(jìn)行維修,取得了成功。圖2、圖3是2#爐右側(cè)碹角焊補(bǔ)前后的照片。兩張照片對(duì)比,明顯看到焊補(bǔ)后被侵蝕的熔洞和大面積侵蝕部位被噴涂平整,這樣大碹的結(jié)構(gòu)強(qiáng)度得到較大提高。經(jīng)過陶瓷焊補(bǔ)維修,該公司l#爐運(yùn)行了7年8?jìng)€(gè)月、2#爐運(yùn)行了8年1個(gè)月,爐齡延長(zhǎng)了l~2年。陶瓷焊補(bǔ)維修成為池爐壽命延長(zhǎng)的一個(gè)關(guān)鍵因素,為該公司帶來了顯著的經(jīng)濟(jì)效益。
圖2 焊補(bǔ)前2#爐右側(cè)碹角示意圖
圖3 焊補(bǔ)后2#爐右側(cè)碹角示意圖
六、結(jié)語
陶瓷焊補(bǔ)是玻璃池爐中后期維修的一種很有效的方法,它也可以應(yīng)用在其它工業(yè)窯爐上。在國(guó)外,利用陶質(zhì)焊補(bǔ)技術(shù)對(duì)玻璃窯、焦?fàn)t進(jìn)行不中斷生產(chǎn)的熱態(tài)修補(bǔ)已經(jīng)有了大量的應(yīng)用。對(duì)于生產(chǎn)商來說,延長(zhǎng)窯爐的生產(chǎn)周期所產(chǎn)生的收益是相當(dāng)可觀的,而陶瓷焊補(bǔ)對(duì)于延長(zhǎng)生產(chǎn)周期所需要付出的成本是微不足道的,這也正是該項(xiàng)技術(shù)近幾年在國(guó)內(nèi)興起的原因。
